Download Catalogue
Enter your details below to download the EOIR product catalogue.

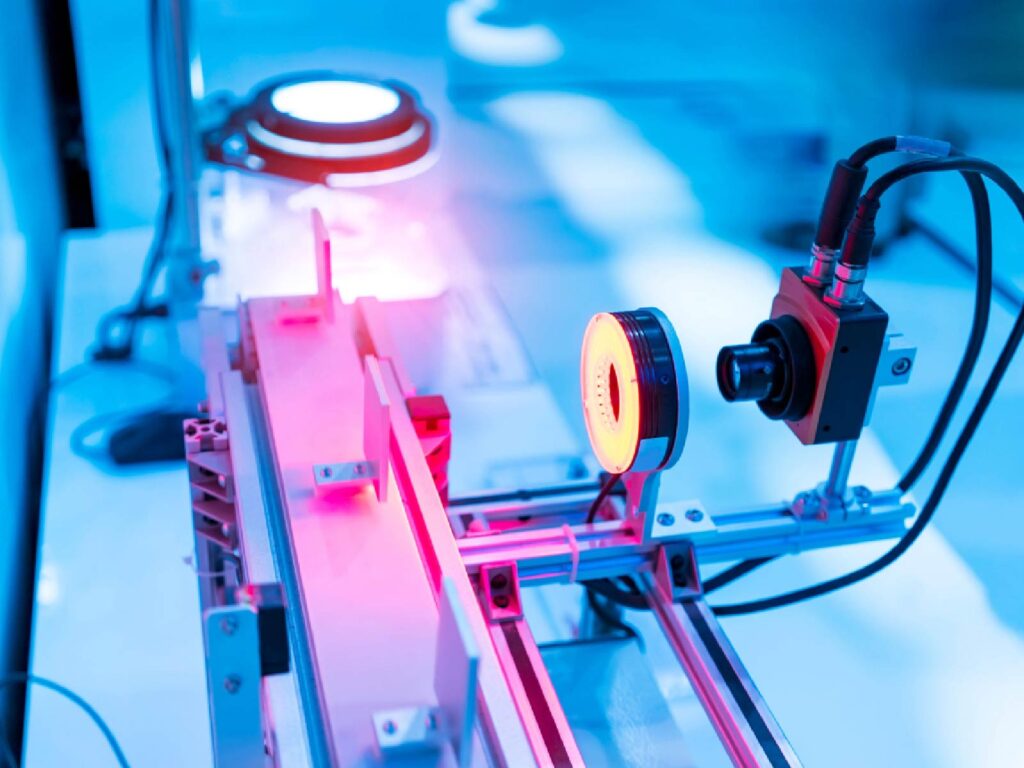
A Practical Guide to Near-Infrared Cameras for Machine Vision Near-infrared, or NIR, cameras are becoming increasingly important in modern machine vision systems. While standard cameras operate in the visible light spectrum, NIR cameras are designed to capture wavelengths just beyond what the human eye can see. This capability allows them to reveal details that are otherwise hidden, making them valuable in industrial inspection, research, medical imaging, and automation. In many environments, visible light imaging is not enough. Materials may look similar in color but behave very differently under near-infrared light. Certain defects, moisture content, or contaminants may not be visible in the standard spectrum. NIR cameras solve this problem by providing enhanced contrast and deeper insight into materials and processes. What Is Near-Infrared Imaging Near-infrared light sits just beyond the visible spectrum, typically between 700 nm and 1000 nm, although some sensors can detect even further into the infrared range. Human eyes cannot detect this light, but specially designed sensors can capture it and convert it into a usable image. In a typical machine vision setup, a NIR camera is paired with a light source that emits near-infrared wavelengths. The…
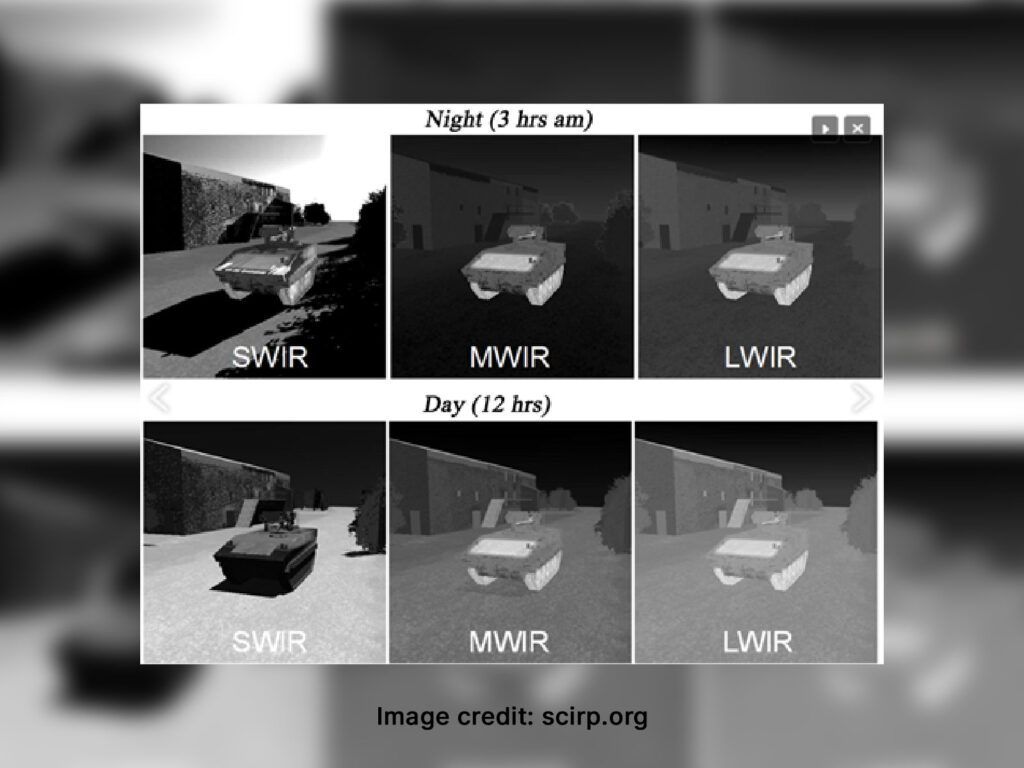
SWIR vs MWIR vs LWIR Cameras: Tech Specs Comparison & Applications Infrared imaging is now an essential part of modern machine vision, industrial monitoring, defence systems, and surveillance. But while most people refer to “thermal cameras” broadly, the reality is that infrared imaging spans multiple wavelength bands, each with different behaviours, advantages, and limitations. The three most widely used infrared categories are SWIR (Short-Wave Infrared), MWIR (Mid-Wave Infrared) and LWIR (Long-Wave Infrared). Understanding how these technologies differ can help you make the right choice for your project, whether it’s inspection, temperature measurement, environmental monitoring or security. Understanding the Infrared Spectrum Infrared light sits just beyond the visible spectrum, but it covers several atmospheric transmission windows. These windows influence how deeply each wavelength can penetrate fog, dust, glass, silicon or moisture. SWIR: 0.9 to 1.7 μm (sometimes up to 2.5 μm) MWIR: 3 to 5 μm LWIR: 8 to 14 μm Each region behaves differently. SWIR relies on reflective imaging similar to visible light. MWIR and LWIR detect emitted heat, but MWIR is more sensitive to fast temperature changes, while LWIR excels in general thermal detection. How Each Camera Type Works…

How to Choose the Right Weld Camera: A Buyer’s Guide for Industrial Applications In today’s fast-paced manufacturing and fabrication environments, weld cameras have become essential tools for improving weld quality, enhancing operator safety, and enabling process automation. From shipbuilding yards to robotic welding lines in automotive plants, choosing the right weld camera can directly impact productivity and inspection accuracy. But with so many options available, how do you determine which weld camera fits your specific needs? In this guide, we’ll walk you through the key factors to consider when selecting a weld camera and how to match the right model to your application. 1. Understand the Welding Process The first step in choosing a weld camera is identifying the type of welding process used in your operation. Different processes produce varying light intensities, smoke levels, and thermal signatures. MIG (Metal Inert Gas): Produces a bright arc and high spatter; requires high dynamic range (HDR) imaging. TIG (Tungsten Inert Gas): Cleaner process but still demands fine image clarity. Laser Welding: Needs precise focus and fast response due to high energy density. Submerged Arc or Plasma Arc: May need thermal or infrared…
Frame-Based Imaging vs. Event-Based Imaging: What’s the Difference and Why It Matters In the rapidly evolving world of computer vision and machine learning, imaging systems play a central role across industries, from robotics to medical devices. Traditional imaging has long relied on frame-based approaches, but a newer alternative, event-based imaging, is gaining traction due to its speed and efficiency. Understanding the differences between these two paradigms can help engineers and researchers select the right technology for their needs. What is Frame-Based Imaging? Frame-based imaging refers to the conventional method of capturing visual data in the form of full frames at regular intervals. Each frame captures the entire scene at once, regardless of whether any part of the image has changed since the last capture. This method is common in most digital cameras and uses CMOS or CCD sensors to generate colour or grayscale images. This system is well-suited to static or predictable environments, where capturing the full image at consistent intervals provides enough information. However, it can be inefficient in dynamic scenes, where much of the data in each frame may remain unchanged. Additionally, frame-based systems can suffer from motion…

Weld Monitoring in Heavy Industries: Advancing Quality with Machine Vision In sectors like shipbuilding, aerospace, and infrastructure, welding forms the backbone of structural integrity. The quality of these welds directly impacts safety, durability, and regulatory compliance. Traditionally, industries have relied on post-weld inspection to detect flaws, but this approach can be reactive, costly, and sometimes too late. That’s where real-time weld monitoring comes in, enabling smarter, faster, and more accurate welding operations with the power of advanced machine vision. In this article, we explore how weld monitoring is transforming heavy industries, what welding methods are involved, and the role of technologies like HDR and SWIR imaging. Welding in Heavy Industries: A Sector-Wise Overview 1. Shipbuilding Welding is used extensively in constructing hulls, decks, and bulkheads. Techniques like Gas Metal Arc Welding (GMAW), Flux-Cored Arc Welding (FCAW), and Submerged Arc Welding (SAW) are common, especially for joining large steel components. Given the scale and complexity, weld consistency is crucial, making real-time monitoring essential for detecting irregularities early. 2. Aerospace Aircraft structures demand extremely precise welds, often involving Tungsten Inert Gas (TIG) and laser welding. Lightweight materials like titanium and aluminum alloys…
AI in Machine Vision: How It Is Transforming Industrial Vision Systems Machine vision, the technology enabling machines to interpret and act on visual data, has long been a cornerstone of industrial automation. Traditionally reliant on rule-based algorithms, machine vision systems were limited in their ability to handle complex or variable tasks. The integration of Artificial Intelligence (AI), particularly machine learning and deep learning, is now pushing the boundaries of what machine vision can achieve. This blog explores how AI is revolutionizing machine vision across industries. What Is Machine Vision? Machine vision involves the use of cameras, lighting, sensors, and software to capture and analyze visual information. In industrial settings, it’s used for inspection, measurement, object recognition, and robot guidance. Traditional systems function well in controlled environments but struggle with variations, anomalies, or complex decision-making tasks. The Evolution: From Rule-Based to AI-Driven Vision Conventional machine vision systems depend on hard-coded rules to make decisions. These systems are inflexible and require extensive reprogramming when conditions change. AI-driven vision introduces adaptability, allowing systems to learn from data and improve over time. This transition from deterministic to probabilistic approaches marks a significant leap in…

What is a Telecentric Lens? [A Comprehensive Guide] In high-precision imaging and machine vision applications, accuracy is everything. That’s where telecentric lenses come into the picture. Unlike standard lenses, telecentric lenses are designed to maintain consistent magnification and eliminate perspective errors, making them essential for industries where precise measurement and inspection are critical. In this post, we’ll break down what telecentricity means, how telecentric lenses work, their advantages, applications, and how you can choose the right one for your needs. What is Telecentricity? Telecentricity refers to a unique optical property where the chief rays (the main light rays from an object) are parallel to the optical axis of the lens. In simple terms, a telecentric lens ensures that the size of the image does not change even if the object moves closer to or farther away from the lens. In conventional lenses, objects closer to the lens appear larger, creating perspective distortion. Telecentric lenses eliminate this effect, making them ideal for measurement and quality inspection tasks where even the smallest deviations matter. How Does a Telecentric Lens Work? A telecentric lens is designed with special optical elements, often incorporating an…

SWIR Cameras: What Are They? [Imaging & Application Guide] Short-Wave Infrared (SWIR) imaging opens a window into parts of the light spectrum that are invisible to the human eye. SWIR cameras capture wavelengths typically ranging from 900 to 1700 nanometers, revealing critical insights in industrial inspection, agriculture, defence, and scientific research. As machine vision continues to evolve, SWIR technology is emerging as a powerful solution for advanced imaging challenges. What Are SWIR Cameras? SWIR cameras operate in the short-wave infrared band of the electromagnetic spectrum. Unlike visible light or even long-wave infrared (LWIR), SWIR imaging can penetrate certain materials like silicon, plastic, and textiles, making it ideal for applications where visual inspection is limited. These cameras often use sensors made from Indium Gallium Arsenide (InGaAs), which are highly sensitive in the SWIR range. This unique sensitivity enables clear imaging in low-light or challenging atmospheric conditions such as fog, haze, or smoke. Key Features of SWIR Cameras Material Penetration SWIR cameras have the ability to see through packaging materials, surface coatings, and even silicon wafers. This makes them essential in electronics manufacturing, pharmaceutical packaging inspection, and non-destructive testing environments where traditional…
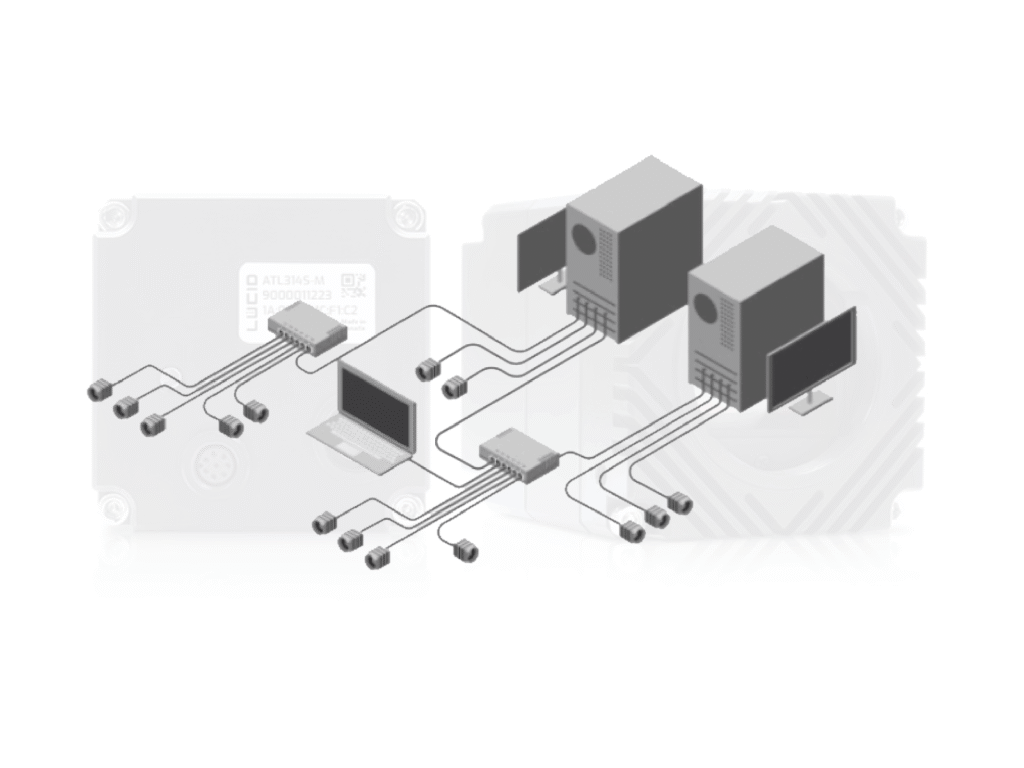
Understanding GigE Cameras: Interface, Advantages & Future Trends In the world of machine vision, choosing the right camera interface can make or break the efficiency of an imaging system. Whether you’re building a quality inspection solution for a manufacturing line or developing a vision-based AI model, the type of camera you select and how it connects to your system is critical. One interface that continues to stand out for its balance of performance, flexibility, and cost-effectiveness is GigE. In this post, we’ll dive into what GigE cameras are, how they compare to other popular interfaces like USB, CoaXPress, and Camera Link, and why they’re a great option for the future of high-speed, high-resolution imaging. What Are GigE Cameras? GigE cameras are industrial cameras that use Gigabit Ethernet (GigE) technology to transmit image data. GigE is a well-established networking standard (IEEE 802.3) capable of transferring data at up to 1 gigabit per second (1 Gbps) over standard Ethernet cables (CAT5e or CAT6). Unlike USB or Camera Link, GigE allows cameras to transmit data over long distances, up to 100 meters without the need for signal boosters or repeaters. These cameras are…

A Comprehensive Guide to IR Lenses: SWIR, LWIR, and Their Role in Imaging Infrared (IR) imaging has become a crucial technology in various industries, from security and defence to industrial inspection and scientific research. Unlike visible light imaging, IR cameras rely on capturing infrared radiation emitted or reflected by objects. However, to achieve clear and precise imaging, specialized IR lenses are essential. Choosing the right IR lens depends on multiple factors, including the wavelength range, focal length, and intended application. This article explores different types of IR lenses—particularly Shortwave Infrared (SWIR) and Longwave Infrared (LWIR) lenses—their applications, the importance of Detection, Recognition, and Identification (DRI), and the differences between fixed focal, varifocal, and zoom lenses. Understanding the Infrared Spectrum and IR Lenses Infrared light is a segment of the electromagnetic spectrum that extends beyond visible light. It is generally categorized into: Near-Infrared (NIR): 0.7 µm – 1.0 µm Shortwave Infrared (SWIR): 0.9 µm – 1.7 µm Midwave Infrared (MWIR): 3 µm – 5 µm Longwave Infrared (LWIR): 8 µm – 14 µm Each range serves different applications, with SWIR and LWIR being particularly important for imaging and thermal detection. Why…